Quality
- SMS
-
Stockpile Management Suite
We have found the pile modeller to be very beneficial for predicting and minimizing chemistry changes from our pre-blend pile.
Nicholas Ewing
Quality Coordinator
Argos USA – Roberta Plant
Process excellence. Lower operational costs.
PSCL’s Stockpile Management Suite (SMS) delivers significant improvements in quarry optimization and utilization, reducing your raw material preparation costs. With consistent chemistry, maintaining quality control of finished products becomes routine.
Quarry segregation maximizes the operational value, extending the life of the quarry by separating the run on mine into piles of specific quality ranges (eg. high MgO, high grade, low grade and off-spec), ensuring material is efficiently used.
SMS reveals trends in stockpile quality through historical analysis to enable correlation with both upstream and downstream process quality. Calculate material chemistry before reclamation and get proactive notification of target deviation so plant operators can take corrective action earlier saving both time and money.
Since 2005 – with over 100 installations worldwide – the SMS has been providing critical insight, control and process feedback to plant operators and enabling plants to optimize raw material quality.
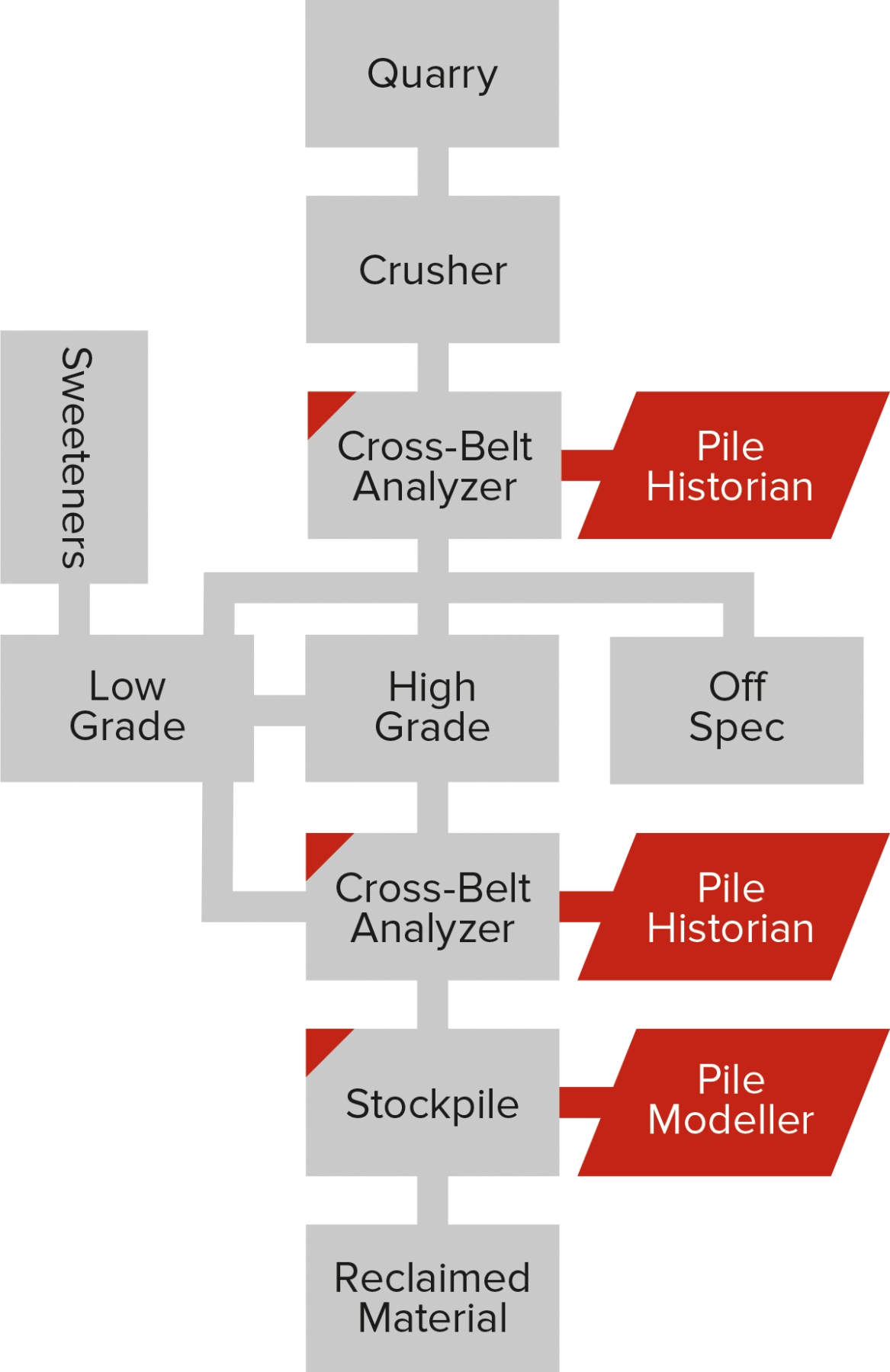
The SMS integrates with your existing workflow monitoring and optimizing your process from quarry to stockpile
Key Benefits
- Increases revenues by enabling the segregation of material by quality parameters
- Reduces costs by minimizing the use of expensive sweeteners with better planning for additive management
- Reduces costs by removing the need for additional analyzer or hardware to provide accurate material chemistry to downstream applications such as PSCL’s Raw Mix Control System (RMCS)
- Reduces costs of expensive trials by investigating alternate stacking or reclaiming approaches (eg. will additional windrows increase the homogenization?)
- Reduces waste by providing notifications and alarms before the stockpile chemistry is off-spec
Pile Historian
Track pile chemistry and see material quality in your raw feed. Pile Historian gives the insight from run-of-mine data to the stockpile.
Key Features:
- Trending of elemental, mass, numerical analyzer performance and tuning values
- Grid/textual display of data, X-Y scatter plots
- Statistical Quality Control (SQC) chart
- Export to Microsoft® Excel®, Word® and text formats
Pile Modeller
Integrate your cross-belt analyzer and stacker/reclaimer process into the plant’s intelligence. Pile Modeller gives precision estimates of chemistry at the reclaim using a unique volumetric modelling system. Chemistry over time, location or mass – as well as performance and tuning variables – are all in one integrated suite.
- Investigate chemistry by virtually moving through the pile
- Support circular and longitudinal piles, chevrons and windrows
- Predict accurate chemistry of material being reclaimed without the need for a post-stockpile analyzer
- Simulate pile effects
The Pile Modeller allows you to investigate alternative approaches to stacking and reclaiming of raw materials before any capital expense.
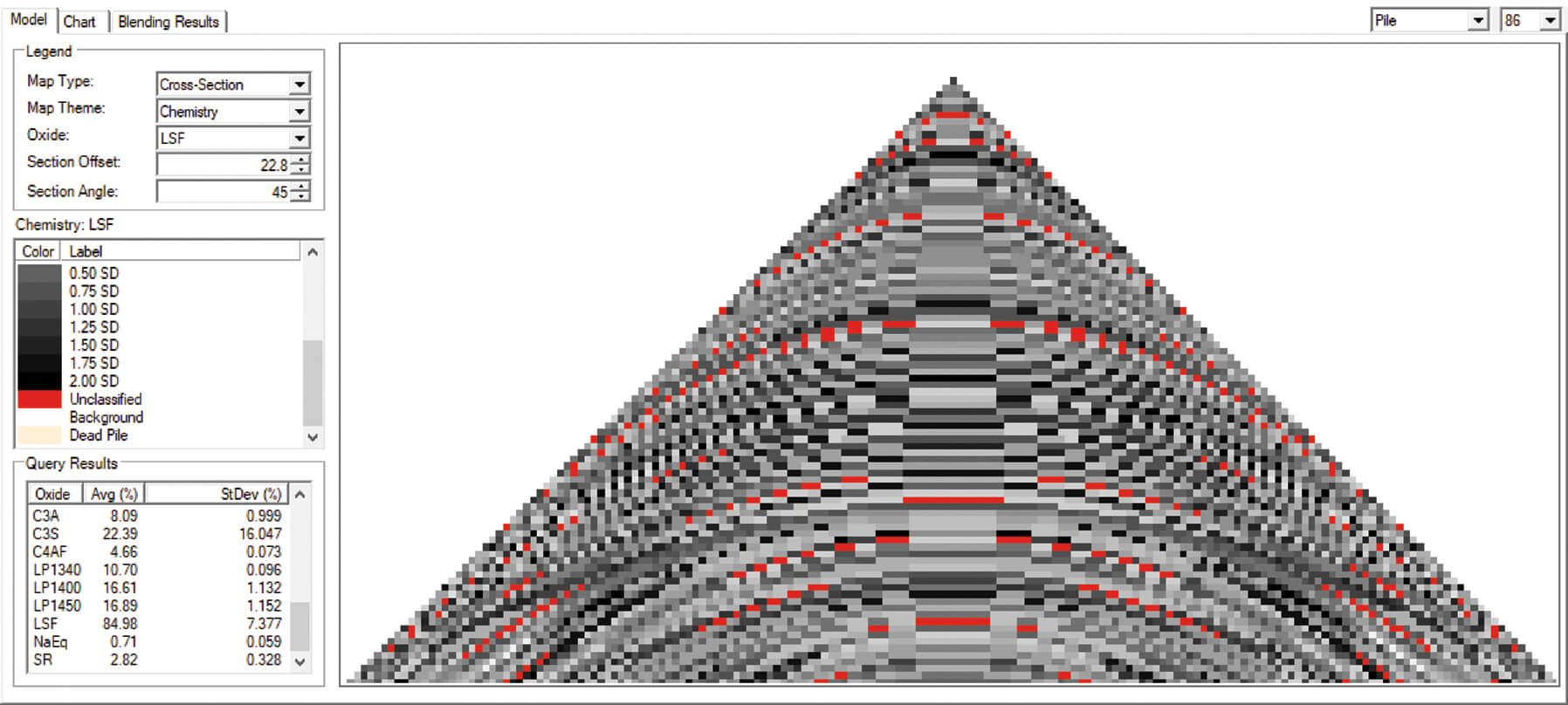
Stockpile model showing colour gradients which represent deviations from target chemistry in the stockpile
Integration with PSCL’s Raw Mix Control System (RMCS)
Accurate prediction of expected chemistry as material is reclaimed provides high-frequency-material chemistry to our downstream control application RMCS.
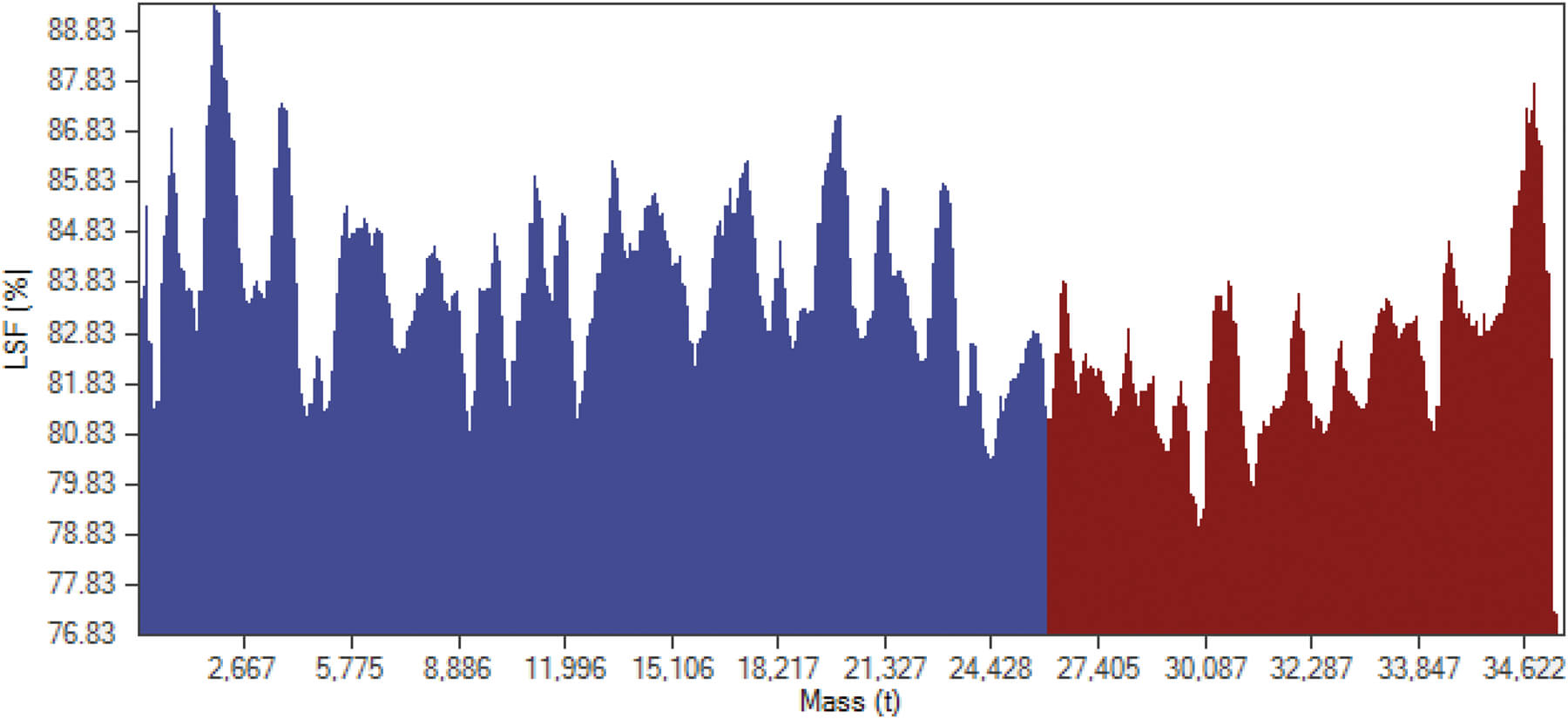
Predict expected results from the stock pile to avoid unexpected and costly variation
Summary
The Stockpile Management Suite from PSCL leverages the advanced process control available in the modern plant – and the frequent analyses provided by cross-belt analyzers – to reduce variation of the material reclaimed from the stockpile, improving quality and reducing both the direct costs of materials and indirect costs of maintenance from feed-quality issues.
The improvement in stockpile quality contributes to high-quality downstream product and reduction in CO2, which supports the global vision of a reduced carbon footprint.
Customer Support and Integration
Our team of experts work with you to customize, install, integrate, implement and maintain the necessary hardware and software.
With an average experience of over 10 years, the Support & Integration team carry out on-site installation commissioning and provide full-time remote support.